装盒联动生产线是由多台设备(如理瓶机、灌装机、旋盖机、贴标机、装盒机、裹包机等)通过智能传送与控制系统集成的连续化包装系统。其选型需着眼于整线协同效率、柔性化生产能力、系统集成深度、数据追溯性及未来扩展潜力,是一项复杂的系统工程。
一、整线工艺规划与设备选配
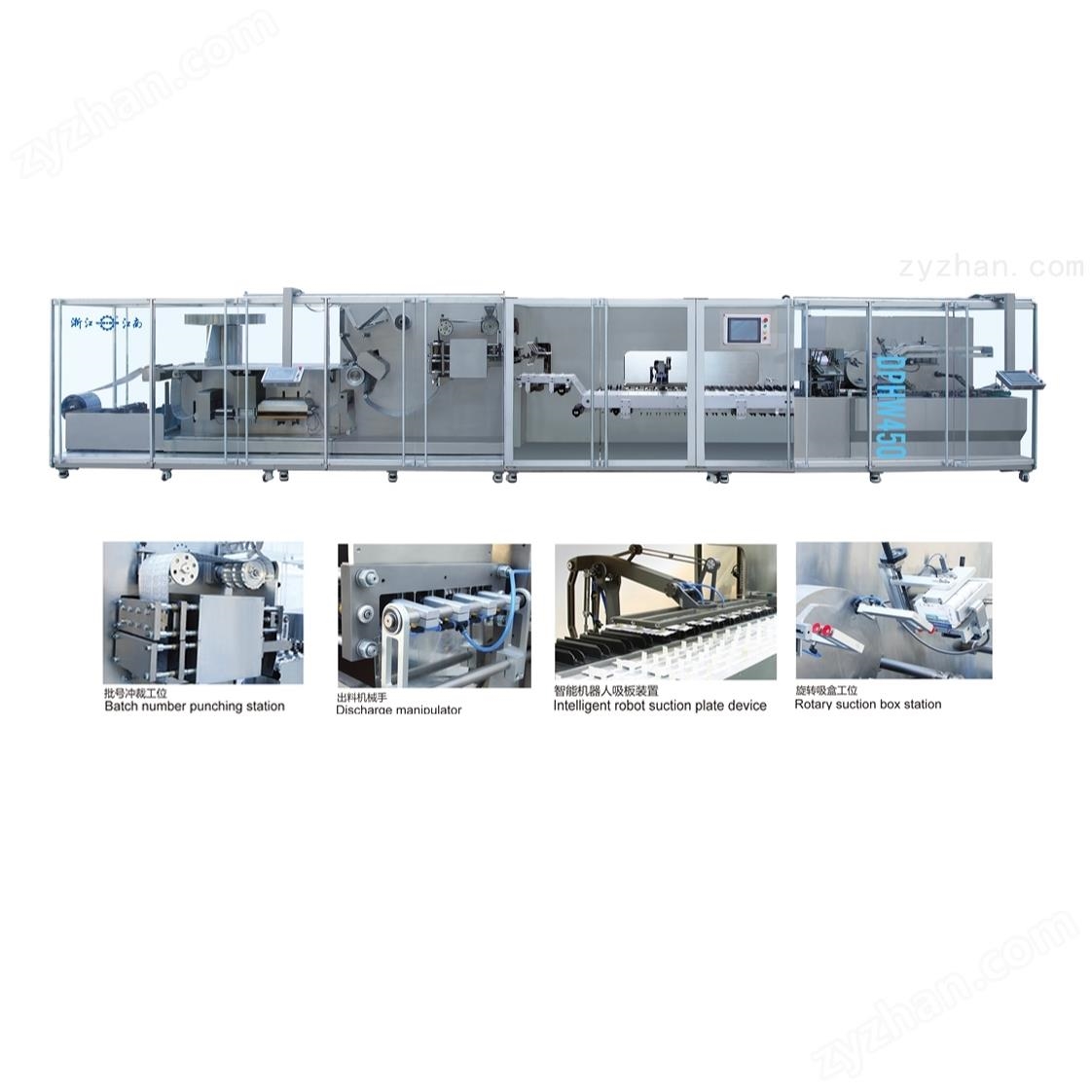
选型始于清晰的终端包装形式和生产工艺流程定义。明确从产品成型/灌装到最终装箱的每一步工序。联动线核心通常包括前端产品处理单元、装盒机、后道包装单元。
•前端匹配:装盒机必须与上游设备(如数粒机、泡罩机、软管灌装机、瓶装线)的输出速度、产品形态、排列方式优秀匹配。需要考虑缓冲衔接设计,以平滑单机间的速度波动,防止堵塞或断流。
•装盒主机:作为核心,需评估其多功能性(是否支持多种盒型、多种附件如说明书、药勺、干燥剂等的自动放入)、高速稳定性、换产便捷性。可考虑模块化设计,便于未来功能扩展。
•后道集成:根据需求,可集成热收缩膜裹包机、装箱机、码垛机等,实现更高程度的自动化。
二、系统集成与协同控制
联动线的价值远超单机叠加,关键在于“联动”。
•控制系统:需采用统一的中央控制平台,实现全线设备的启停同步、速度协调、状态监控、数据采集与故障报警。具备智能调度能力,当某单机故障时,可有序控制上下游设备,避免大规模堵料或设备损伤。
•信息流集成:生产线应具备*的产品追溯功能。通过读码、视觉检测、称重剔除等系统,确保每个包装单位信息的完整性与准确性,并与制造执行系统或企业资源计划系统对接。
•柔性化设计:为应对多品种、小批量的生产趋势,联动线应具备较强的快速换产能力。通过预设配方、自动更换模具、机械手辅助等方式,显著缩短规格切换时间。
三、关键性能与运行效能
•整线效率:核心指标是整线设备综合效率。这取决于速度最慢的瓶颈设备、各设备间的匹配度、以及系统的可靠性。需通过仿真或现场测试评估实际产能。
•运行稳定性与可靠性:联动线任何单点故障都可能导致全线停产。因此,对每台单机的关键部件(如伺服系统、真空发生器、传感器)的质量要求高。系统应具备*的故障预警和自恢复机制。
•质量控制:应在关键工位集成在线检测系统,如缺物检测、说明书检测、封盒检测、喷码检测等,并自动剔除不合格品。数据可实时反馈,用于工艺优化。
四、工程设计、安装与验证
联动线的成功实施依赖于专业的工程项目管理。
•布局规划:需综合考虑设备尺寸、物流通道、人员操作空间、维护空间、公用工程接口等,进行科学的车间布局设计。
•安装调试:供应商应提供经验丰富的项目团队,负责机械安装、电气连接、程序调试、单机与联动测试、人员培训等服务。
•验证:对于受监管行业,需进行严格的设计确认、安装确认、运行确认、性能确认。供应商应能提供必要的文件和支持,证明整线符合预定用途。
五、全生命周期支持与供应商选择
联动线是重大投资,供应商的选择至关重要。应选择具备从单机到整线解决方案设计能力、拥有丰富行业应用案例和*工程实施团队的供应商。考察其长期服务能力,包括预防性维护、远程支持、备件供应链、技术升级支持等。
选购装盒联动生产线,是从“自动化孤岛”迈向“智能化连续生产”的战略决策。重点在于评估供应商的整体解决方案能力和系统工程经验,确保各单元深度集成、数据互通、协同高效。一个成功的联动线项目,不仅能提升包装效率和质量,更能通过数据驱动实现生产过程的优化和透明化管理。
